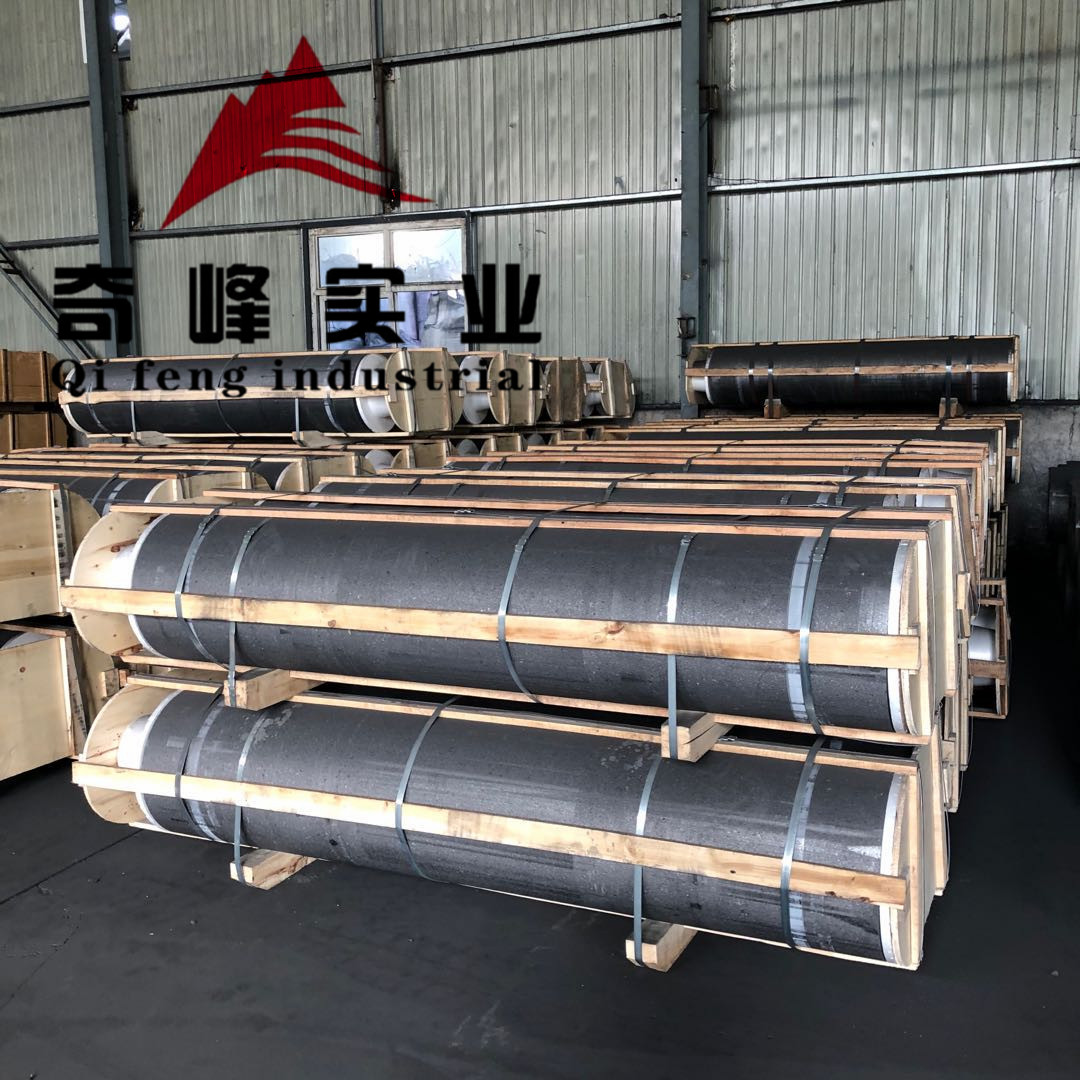
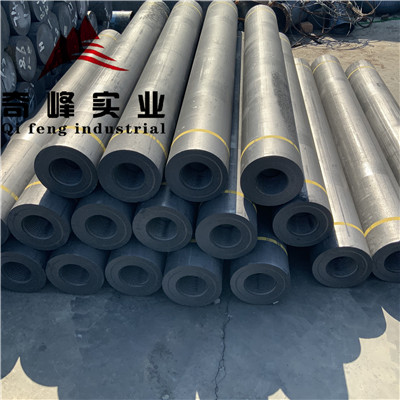
UHP650-800 Графит электродтары болат және алюминий балқыту зауыттарында қолданылады


Жылдам мәліметтер:
Шығу орны: Хэбэй, Қытай (материк)
Бренд атауы: QF
Түр: Электрод блогы
Қолданба: Болат жасау/балқыту
Ұзындығы: 1600~2800мм
Баға: UHP
Қарсылық (μΩ.m): 4.6-5.8
Көрінетін тығыздық (г/см³ ): 1,70-1,74
Термиялық кеңею(100-600℃) x 10-6/℃: 1,1-1,4
Иілу күші (Мпа): 10-14
ASH: 0,3% макс
Емізік түрі: 3TPI/4TPI/4TPIL
Шикізат: Needle Petroleum Coke
Артықшылық: Төмен тұтыну жылдамдығы
Түс: Қара сұр
Диаметрі:650-800мм
Жабдықтау қабілеті

Айына 3000 тонна/тонна
Қаптама және жеткізу
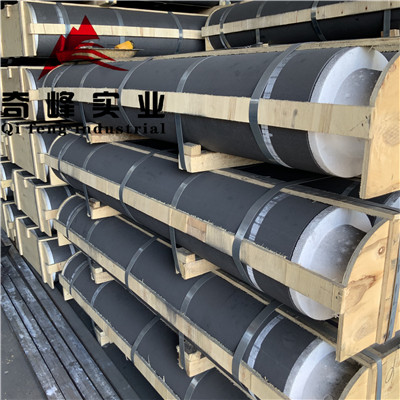
Қаптама мәліметтері:
Стандартты ағаш паллет немесе тапсырыс берушінің талабы бойынша.
Порт: Тяньцзинь порты
Артықшылық
(1) графит электродының артықшылығы - өңдеу оңайырақ, разрядты өңдеудің жоғары кетіру жылдамдығы, графиттің жоғалуы аз, сондықтан кейбір топ негізіндегі ұшқын машинасының тұтынушылары мыс электродынан және оның орнына графит электродынан бас тартты.Сонымен қатар, электродтың кейбір ерекше пішінін мысдан жасауға болмайды, бірақ графит пішін беру оңайырақ, ал мыс негізіндегі электродтың кейбір топтары үлкен емес, бұл электродты өңдеуге үлкен әсер етті. графит электродты қолданушы ұшқын машинасы.
(2) графит электродты өңдеу оңайырақ және өңдеу жылдамдығы мыс электродқа қарағанда жылдамырақ. Мысалы, графит басқа металдарға қарағанда 2-3 есе жылдам және қосымша қолмен өңдеуді қажет етпейтін фрезер процесі арқылы өңделеді, ал мыс электродты қолмен тегістеуді қажет етеді. Сол сияқты, егер сіз жоғары жылдамдықты графитті өңдеуді пайдалансаңыз, электродты өңдеу орталығы тез және тиімдірек болмайды. шаң проблемасы.Бұл процестерде сәйкес қаттылықтағы құралдар мен графитті таңдау құралдың тозуын және мыс электродының зақымдануын азайтуы мүмкін. Графит электрод пен мыс электрод арасындағы фрезерлеу уақытын салыстырған кезде, графит электрод мыс электродынан 67% жылдамырақ. Жалпы жағдайларда разрядты өңдеу кезінде графит электродпен өңдеу уақыты мыс электродымен салыстырғанда 58% жылдамырақ. Нәтижесінде өңдеу уақыты айтарлықтай қысқарады және өндіріс шығындары азаяды.
(3) графит электродының дизайны дәстүрлі мыс электродынан ерекшеленеді. Әдетте мыс электродындағы өрескел өңдеу және әрлеу аспектілері бойынша көптеген өліп зауыттары әртүрлі резервтік мөлшерге ие және графит электродтары бірдей дерлік резервтелген мөлшерді пайдаланады, бұл CAD/CAM және машинаның өңдеу уақытын қысқартады, тек осы себепті, дәлдік дәлдігін айтарлықтай жақсарту үшін жеткілікті.